服务热线
181-2478-1697

服务热线
181-2478-1697

深圳市久巨科技有限公司
业务咨询:18124781697(高先生)
售后服务:15814682361(冯小姐)
邮箱:174181499@qq.com
地址 :深圳市宝安区沙井街道后亭沙松路131号
网址:www.jiuju888.com
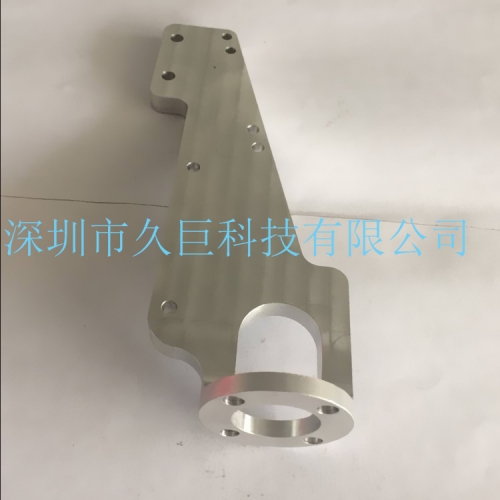
为了减轻分量,选用铝合金材料的薄壁零件,因为铝合金零件加工热膨胀系数较大,加工过程中很简单变形。易变形的铝件加工该如何控制?

引起变形的原因是毛坯内应力引起的变形,切削力引起的变形,切削热引起的变形,夹紧力引起的变形。
削减加工变形的办法有下降毛坯的内应力,改进刀具的切削才能,合理挑选刀具几许参数,改进刀具结构,改进工件的夹装办法,合理安排工序 。
对肥头大耳的毛坯,因为余量大,故加工后变形也大。若预先加工掉毛坯的剩余部分,缩小各部分的余量,不仅能够削减今后工序的加工变形,并且预先加工后放置一段时间,还能够释放一部分内应力。
在坚持刀刃强度的条件下,前角适当挑选大一些,一方面能够磨出锋利的刃口,别的能够减小切削变形,使排屑顺利,从而下降切削力和切削温度。切忌运用负前角刀具。
为使铣削平稳,下降铣削力,螺旋角应尽可能挑选大一些。适当减小主偏角能够改进散热条件,使加工区的平均温度下降。
关于刚性较差的铝件加工,能够选用夹装办法,以削减变形。高速切削时,因为加工余量大以及断续切削,因而铣削过程往往产生振荡,影响加工精度和外表粗糙度。
粗加工之后留下的余量应大于变形量,一般为1~2mm。精加工时,零件精加工外表要坚持均匀的加工余量,一般以0.2~0.5mm为宜,使刀具在加工过程中处于平稳的状况,能够削减切削变形,取得杰出的外表加工质量,确保产品的精度。
在加工过程中有比较好的散热条件,避免热量集中,加工时,宜选用对称加工。加工时,不宜选用一个型腔一个型腔的次第加工办法,这样简单造成零件受力不均匀而产生变形。
顺铣时刀齿的切削厚度从较大逐步递减至零,加工硬化程度大为减轻,同时减轻零件的变形程度。能够经过以上办法来控制铝件加工的变形。
 | 手机:18124781697 |
 | 邮箱:174181499@qq.com |
 | 电话:0000-00000000 |
 | 地址:深圳市宝安区沙井街道后亭沙江路131号 |


添加联系人 手机站
 在线咨询
在线咨询