服务热线
181-2478-1697

服务热线
181-2478-1697

深圳市久巨科技有限公司
业务咨询:18124781697(高先生)
售后服务:15814682361(冯小姐)
邮箱:174181499@qq.com
地址 :深圳市宝安区沙井街道后亭沙松路131号
网址:www.jiuju888.com
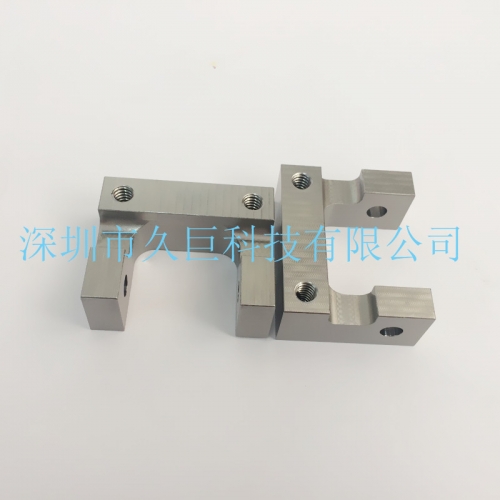
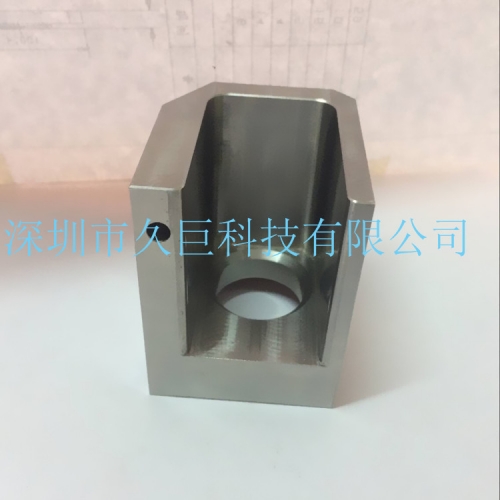
轴类零件我们都有了解,在工业产品中,几乎都会用到轴类零件,用途十分广泛,它的作用是支承传动零部件,传递扭矩和承受载荷。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。现在给大家讲一下轴类零件加工工艺。一起来看看吧!
轴类零件加工工艺
一、工艺制定原则 1、先粗后精。 2、先近后远:离对刀点近的部位先加工,离对刀点远的部位后加工。 3、先内后外:先安排内外表面粗加工,后进行内外表面精加工。 4、程序段最少:使程序简洁,减少出错几率及提高编程工作效率。 5、走刀路线最短:在保证加工质量的前提下,使加工程序具有最短的走刀路线,不仅可以节省时间,还可以减少刀具消耗及机床进给机构滑动部件的磨损
二、工序的划分 1、以一次安装,加工作为一道工序:适合于加工内容较少的零件。 2、以同一把刀具加工的内容划分工序。 3、以加工部位划分工序:适合于加工内容很多的工件。
三、装夹方法 数车的通用夹具是卡盘,分为三爪和四爪卡盘。使用三爪卡盘加工轴类零件时,零件轴心要与卡盘中心线重合,一般不需找正,装夹速度快。四爪卡盘可以夹持非圆柱形零件,或者夹持部分与加工部分不同轴的零件。
四、对于精度要求较高的零件,常用以下加工方法: 1、两顶尖装夹:用于较长的或必须经过多次装夹才能加工完成。如长轴、丝杆等。装夹方便,不需找正,装夹精度高。但装夹前必须先在工件端面钻出中心孔。 2、一顶一夹安裝:用两顶尖装夹工件虽然精度高,但刚性较差,影响切削用量的提高。车削一般轴类零件,尤其是较重的工件,不能用两顶尖装夹,而用一端夹住,另一端用后顶尖顶住的装夹方法。大家有其它更好的工艺欢迎分享!


 | 手机:18124781697 |
 | 邮箱:174181499@qq.com |
 | 电话:0000-00000000 |
 | 地址:深圳市宝安区沙井街道后亭沙江路131号 |


添加联系人 手机站
 在线咨询
在线咨询